预制钢筋混凝土楼梯因其具备的某些特点,使其一直被认为是建筑工业化的起点。首先,常规的建筑构件要想有资格成为装配式构件,需要具备一定的前提条件,其中决定性的条件是结构的安全性。在使用预制楼梯的建筑中,常见的处理方式是楼梯不参与结构计算,由周围的梁或墙体承担荷载和地震力等,楼梯仅作为功能部件存在,通过这种优化方式,既可保证结构的安全,又能降低预制构件在安装时节点的处理难度。第二,标准化程度。在普通民用住宅领域,最常使用的层高和宽度,为标准化设计提供了统一的模块尺寸,无论是梯段板还是平台板,都可按照同样的规格生产并在大量的项目中应用。当某一型号的预制楼梯可批量应用于每个项目上时,其优势就会体现出来。
目前,预制钢筋混凝土楼梯主要分为两种类型,分别是梁板式楼梯和板式楼梯。
梁板式楼梯
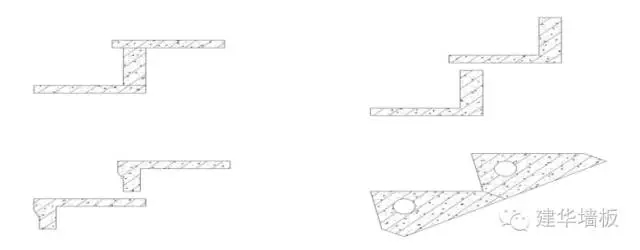
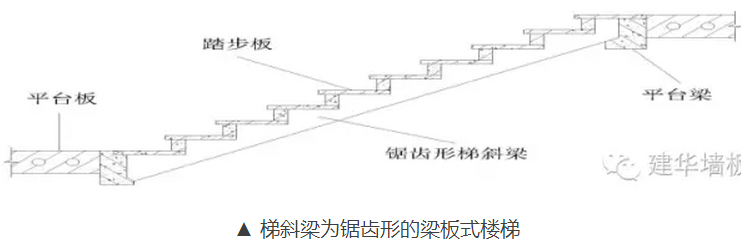
梁板式楼梯由梯斜梁和踏步板组成。一般在踏步板两端各设一根梯斜梁,踏步板支撑在梯斜梁上。梯斜梁支撑在楼梯两端的平台梁上。平台梁和梯斜梁为现场浇筑而成,踏步板为完全预制。 踏步板有一字型、L形和三角形等几种,工厂预制后运输到施工现场,铺设在梯斜梁上形成楼梯结构。
▲ 踏步板断面形式
▲ 梯斜梁为锯齿形的梁板式楼梯
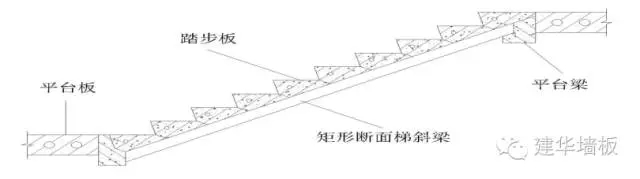
▲ 梯斜梁为矩形断面的梁板式楼梯
梁板式楼梯的优点是预制构件体积小巧、重量低,一到两个工人就可搬动,不需要使用大型施工机械即可施工,但是施工效率相比完全现浇的楼梯不会高很多。
由于这种类型的构件结构简单、体积也小,因此我公司生产的话不会有很明显的优势。我估计施工单位在现场应该就可以预制,不需要从工厂购买。
板式楼梯
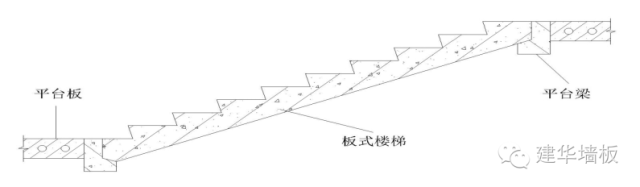
板式楼梯其实就是将梯斜梁和踏步板整体预制,施工时直接搭接在平台梁上的楼梯。
▲ 板式楼梯断面图

▲ 万科生产的预制钢筋混凝土楼梯
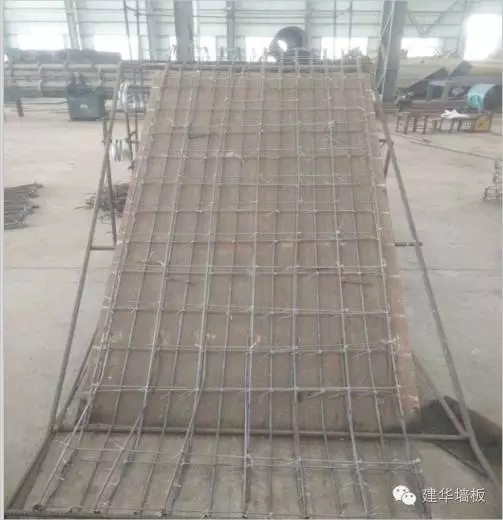
这种类型的楼梯配筋比较简单,只在踏步板下方铺设一层钢筋笼即可,踏步板内部无钢筋。
这种预制楼梯的重量相对较大,用于3m层高的普通民用住宅的预制楼梯,一跑大约有1.5~2吨重,因此在施工中需要使用吊机。从目前查找到的资料来看,每跑的安装时间大约为半小时。
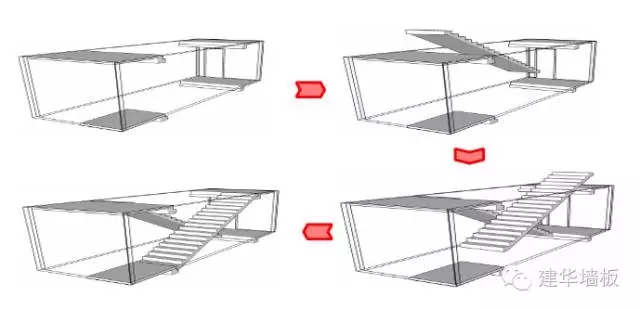
▲ 单跑剪刀式楼梯吊装示意图
这种预制楼梯为目前应用最多的产品,但是由于没有统一的设计图集,在上述楼梯结构基础上还有很多变种出现,如将楼梯和平台板同时预制的产品,或平台板部分预留钢筋,施工时将钢筋和平台板同时浇筑成型的产品。

▲ 平台板和楼梯整体预制的楼梯

▲ 平台板部分预留有钢筋的楼梯
优缺点:目前,现浇楼梯在工程应用中的缺点主要表现在施工速度缓慢、模板搭建复杂、模板耗费量大、现浇后不能立即使用(需另搭建施工通道)、现浇楼梯必须做表面装饰处理等方面。而预制楼梯的优势就是现浇楼梯的缺点。特别是预制楼梯成品的表面平整度、密实程度和耐磨性都可达到或超过楼梯地面的要求,因此可以直接作为完成面使用,避免瓷砖饰面日久破损,或维护后新旧瓷砖不一致的情况。同时,预制楼梯的踏步板上还可预留防滑凸线(或凹槽),即可满足功能需要,又可起到装饰效果。
而从查找到的资料看,预制楼梯最大的缺点是与现浇楼梯相比造价较高。如果单从原材料的用量上来看,现浇和预制楼梯应该用量差不多,所以我推测这可能是目前建筑工业化标准体系不完备和预制楼梯的灵活性较小造成的。一种预制楼梯只能用于某一特定层高的建筑,当另一种层高的建筑想要使用预制楼梯时,需重新购买模具进行生产,造成楼梯的生产成本偏高。
原材料
1、混凝土
水泥:P.O 42.5普通硅酸盐水泥
砂:中砂
碎石:5-25mm粒径
外加剂:繁昌萘系减水剂
配方:容重2450kg/m3,胶凝材用量415kg/m3,水泥:粉煤灰掺量为=80%:20%,减水剂掺量为0.65%,砂率为41.0%;
注:为保证所有楼梯表面颜色的一致性,碎石和砂要保证较干净,水泥供应商确定后不宜更换,砼料配合比调整完毕后不宜有太大变动。
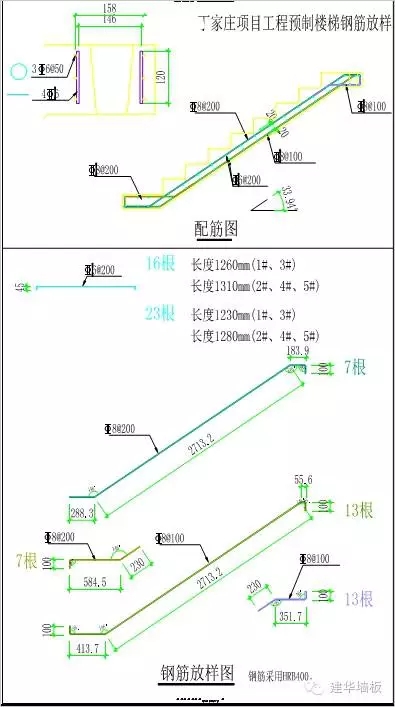
2、笼筋及预埋件
清模、合模
清模----贴胶带---抹脱模剂---装笼筋---装预埋件---合模
注意:
(1)堵头必须也涂脱模剂,预埋件螺丝必须上紧,防止振捣时螺丝松脱跑浆;预埋件必须以“井” 字形钢筋固定在笼筋骨架上。
(2)合模时注意背板底部是否压笼筋。
(3)合模顺序一般为合背板—锁紧拉杆—合侧板—上部小侧板。
(4)合完模后必须检查上部尺寸是否合格。
布料、振捣成型
布料-------------布料


注意:根据实际情况均匀振捣,振动棒应快插慢拔,振捣间距15--20cm,
每处振捣约20-30秒;根据砼料坍落度适当调整振捣时间。振捣时应注意避开预埋件、钢筋等重要部位;禁止振动棒接触正板,防止正板磨损导致后期清水面粘皮。
抹面、压光

注意:初次抹面后须静置1h后进行表面压光,压光应轻搓轻压,压光时应将模具表面、顶部浮浆清理干净,构件外表面应光滑无明显凹坑破损,内侧与结构相接触面须做到均匀拉毛处理,拉深4~5mm,然后再静置1h。
蒸汽养护

注意:静置抹面压光共计2h后,开始升温养护,升温时间不能快,30℃/1h,65℃/1.5h,恒温温度为(65±2)℃,恒温时间为3h,总时间为4.5h。
注意:
(1)拆模顺序一般是先拆预埋件螺丝—拆上部定型小侧板—拆侧板—拆上部拉杆--拆背板
(2)吊楼梯要注意在背板处放置胶皮垫,防止起吊时磕损。
(3)背板拆下来后,让楼梯冷却1h后比较容易起吊。
成品堆放

临时堆放,便于修补

修补完成,贴合格证

成品堆放
注意:预制楼梯底部垫木方,每堆堆放不超过6层,每层之间用三合板隔开,防止阳角磕损。